深空网:本文是由首都航天机械公司刘欣教授等人撰写的论文,供您参考:
1 引言
重型运载火箭具有较强的多种深空探测任务适应能力,将为我国载人航天和深空探测提供更加广阔的发展空间。重型运载火箭的研制将从根本上提升我国进入空间的能力。我国重型运载火箭低地球轨道(LEO)运载能力应不低于 130t。由于需要控制火箭合适的长细比,我国重型运载火箭直径预计将达到9m 级,需要研制新的大推力推进系统。发展我国重型运载火箭技术应充分借鉴国内外已有研制经验,结合我国工业水平和发展潜力,采取经济性合理的技术方案,突破研制关键,同时随着制造技术的进步,针对研制要求,研究应用新技术,发展先进制造技术。
2 国外重型运载火箭研制概况
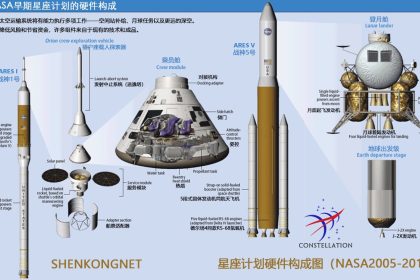
人类曾成功研制并实际飞行使用过的重型运载火箭(运输系统)主要有土星5、美国航天飞机、俄罗斯能源号火箭。美国重型运载火箭战神Ares V火箭研制计划虽被取消,但其大型贮箱结构先进焊接、氢氧发动机等关键制造技术开发一直在进行。NASA新提出的新型航天发射系统(SLS)方案近地轨道运载能力为70t,改进型将达到130t。
2.1 国外重型运载火箭箭体结构研制
土星 5 一级 S-IC 推进剂为煤油/液氧,由前裙、液氧箱、箱间段、煤油箱和推力结构组成,总长 42m,直径10m。贮箱材料为 2219-T87,壁板尺寸 3.35m×7.92m,用板材平板状态机械铣削加工、热蠕变时效成形为筒形壁板;箱底高 3.65m,由 8 块瓜瓣组成,每块瓜瓣上、下段分别液压膨胀成形再焊接组合而成;Y 形框环(厚 130mm 以上)由于整体制造难度大,分三段气保护焊接成整体圆环,每侧焊 50 道次,生产效率低,后来进行了局部真空电子束焊接技术开发,可提高焊接效率 10 倍,焊接强度系数从 50%提高到 75%。波音公司对大型贮箱采用了立式装配焊接,初期马休尔飞行中心研制采用水平卧式焊接装配。土星 5 二级 S-Ⅱ推进剂为液氢/液氧,由铆接壳段、液氢液氧贮箱、推力结构等组成,总长 24.8m,直径 10m,液氢和液氧贮箱采用共底结构。椭球箱底瓜瓣采用拉伸成型或爆炸成型法,用化铣工艺铣出加强筋和网格结构;筒段壁板采用机械铣成型,铣切后滚弯成型。发动机推力结构采用截锥形半硬壳结构,下底 5.5m,上底 10m,用隔框和帽形截面的桁条加强,四对推力纵梁和一个十字形支撑梁承受和分散发动机推力。三子级 S-ⅣB 推进剂为液氢/液氧,由前裙、带共底推进剂贮箱、后裙、级间段、推力结构组成,长度 17.8m,直径 6.7m。与 S-Ⅱ类似,使用了液氢与液氧共底结构。美国航天飞机外贮箱直径 8.38m、总长 47m。液氧箱直径 8.4m,长16.64m;液氢箱直径 8.4m、长29.48m,由 4 个 6.4m 长的筒段、5 个环形隔框和椭球形前后底等组成;每个筒段由 8 块壁板焊成;箱底由12 块瓜瓣组焊而成。不断进行了外贮箱研制改进(表1),研制了标准重量贮箱(SWT)、轻量化贮箱(LWT)和超轻量贮箱(SLWT),前两种状态贮箱材料为 2219铝合金,焊接方法为变极性脉冲 TIG 焊、等离子焊等,卧式焊接装配。三种贮箱研制期间有并行交叉,SLWT贮箱应用了 2195 等铝锂合金,并在实际研制过程中又进行了三次改进,如为了满足可生产性要求,箱体和箱底等材料重新改为 2219 铝合金,2195 铝锂合金主要用于贮箱筒段壁板等。历经 10 年基础和改进研究,第三代铝锂合金 2195 才得以成功应用到 SLWT上,比原 2219 铝合金贮箱质量轻 3405kg,材料、成形、焊接是 SLWT 研制的三大主要关键技术,研究应用了搅拌摩擦焊接固相连接焊接工艺(FSW),避免了铝锂合金熔化焊接引起的热裂纹,且焊缝性能更高。铆接壳段前期应用材料为 2024 与 7075 等铝合金,后改进为 2090 铝锂合金,采用了自动化铆接技术。

航天飞机外贮箱改进,点击查看大图
原计划的美国重返月球下一代运载火箭战神 V长 110.2m,起飞质量 3357t,LEO 运载能力 130t,两级结构,计划第一级贮箱直径 10m,使用 5 台 RS-68氢氧发动机。第二级贮箱为共底减重结构,采用 1 台J-2X 氢氧发动机。贮箱等结构材料主要选择 2195 等铝锂合金。大型贮箱纵向焊缝采用 FSW 焊接,新研制 FSW 焊接设备可焊接高 6.35m,直径超过 10.16m筒段纵缝;7 自由度机器人搅拌摩擦焊接系统,可进行环缝以及复杂曲线焊缝搅拌摩擦焊接,最大直径9.14m,最大焊接高度 5.71m,见图 1。
前苏联“能源号”重型运载火箭芯级采用液氢/液氧推进剂,总长 58.7m,贮箱直径Φ7.75m,厚度为42mm,贮箱材料 1201 高强铝合金(与美国 2219铝合金类似)。并进行了焊接性良好的 1460 高强铝锂合金技术开发。筒段壁板厚度 42mm,滚弯成型后焊接成圆筒段,3 条高 2.1m 纵焊缝采用了局部真空电子束焊,再整体数控机械铣加工为正交网格结构;大直径框环采用闪光对焊连接;贮箱环缝和箱底焊缝采用熔化极高频脉冲焊;贮箱焊接采用立式装配焊接,对接间隙≤0.5mm,焊接边缘错位≤1.0mm,在一个工位上实现焊前铣切、装配、焊接、焊缝 X 光检查等。

美国马休尔飞行中心贮箱纵缝和贮箱箱底搅拌摩擦焊系统
2.2 国外大推力氢氧发动机研制
世界各国研制的大推力氢氧发动机主要型号参见表 2。真空推力 200t 级氢氧发动机主要有美国航天飞机主发动机 SSME、RS-68,前苏联氢氧发动机RD-0120。

各国主要大推力氢氧发动机列表
SSME 燃烧室采用了铜合金铣沟槽内壁+电铸镍外壁制造技术;喷管制造采用了纵向管束+钎焊制造技术。高温合金熔模精密铸件在氢氧泵壳体、涡轮壳体等部位后续改进中广泛应用,2001 年研究应用了新的Inconel 718、Mar-M-247 等细晶铸造技术,抗拉强度提高 12%,低周疲劳寿命比传统精密铸造提高 2~4倍,高周疲劳寿命提高 5~14 倍,并可改善铸件焊接性能。发动机头部电子束焊缝总长达 10m,其中25mm以上深熔电子束焊缝长 600mm,并制订了发动机焊缝保证专用标准。
由 Boeing 公司 Rocketdyne 推进动力部研制的RS-68 氢氧发动机是目前世界上推力最大的氢氧发动机。海平面推力约为 294t,比 SSME 大 50%,零件数量比 SSME 少 80%,主要是扩大应用了高温合金熔模精密铸造技术。新开发了燃烧室热等静压加压扩散钎焊技术,燃烧室内壁铜合金结构为整体。基于 RS-68的 RS-68A、RS-68B 发动机不断进行改良,重新设计涡轮和主喷注器,以提高发动机海平面推力和比冲。前苏联能源号火箭研制了RD-0120氢氧发动机和RD-170液氧煤油发动机两种大推力发动机。RD-0120是前苏联第一个真正用于运载火箭氢氧发动机。燃烧室压力25MPa。进行了大量地面试车,39台发动机累计试车时间超过2000s。开发了20多项独特制造工艺,如:爆炸成形大尺寸喷管壳体;直径达2400mm铣槽钎焊喷管制造;燃烧室喷管壳体电化学加工工艺;超声波检测M10-18连接紧固件的预载等。开发了不锈钢、耐热合金、耐摩擦材料、绝热材料、钎焊料等新材料,如宽度2800mm的不锈钢板、内表面磨光的高温合金导管等。氢泵的三个离心轮为钛合金粉末冶金热等静压制造。涡轮转子为高强镍基合金粉末冶金热等静压制造,采用电火花加工转子叶片。采用燃烧室、喷管扩散钎焊方案的零件和焊缝少,结构刚性更好。采用真空电子束将燃烧室、燃烧室不同部段焊接装配。
注:本文作者刘欣、王国庆、李曙光、刘琦 首都航天机械公司
延伸阅读:
· 重型运载火箭关键制造技术之二:我国发展概况 2013-4-16